独学で二級建築士資格取得を目指す! -鉄骨工事-
- 溶接
- 完全溶け込み溶接(突合わせ継手)
- 隅肉溶接
- スタッド溶接
- アークスポット溶接
- エレクションピース
- ミルスケール☆☆☆☆
- 溶接欠陥の補修
- ベースプレートの設置
- 切断
- 建方
- 建入れ直し
- 高力ボルト
- トルシア形高力ボルト
- 鉄骨構造の構成部材
- 締付け
- その他
- 錆止め塗装
- 防火被覆工事
- まとめ
溶接
- 吸湿の疑いのある溶接棒(溶接材料)は、その種類に応じた条件で再乾燥して使用する☆☆☆
溶接の作業姿勢
溶接作業は、作業架台を利用して部材の位置を調整し、できるだけ下向きの姿勢で行う。
溶接の作業場所の気温☆☆☆☆☆
-5℃を下回る:溶接を行ってはいけない
-5℃から5度:接合部から100㎜(10㎝)の範囲を過熱して溶接を行う
5℃以上:溶接可能
完全溶け込み溶接(突合わせ継手)

完全溶け込み溶接における余盛りは、母材表面から滑らかに連続する形状とする☆
余盛の高さの許容値☆☆☆☆
最小で「0㎜ < 余盛の高さ < 3㎜」
⇒ 〇 特記がなかったので余盛の高さを2㎜とした
裏当て金
完全溶け込み溶接を行う際に、裏面に取り付ける仮設のプレート。
- 初層の溶接で継手部分と裏当て金が十分に溶け込むようにする。
エンドタブ
溶接の欠陥の発生を防ぐため、溶接の始端部及び終端部に取り付けるもの。
⇒ 目指せ!建築士「濱崎塾」|カリスマ講師の学習アドバイス|日建学院
隅肉溶接
板を重ねてつないだり、T型につないだりする場合に重なる角を溶接する方法。
隅肉溶接の溶接長さ
有効溶接長さに隅肉サイズの2倍を加えた長さ☆☆☆☆☆
◆隅肉の溶接長さ=有効溶接長さ+2S

スタッド溶接
溶接棒や溶接ワイヤーを用いず、スタッドという溶接材を専用ガンに取り付けて、母材に押し当てて、短時間で行われる溶接方法。
- デッキプレートを貫通させてスタッド溶接を行うに当たり、事前に引張試験等を行って溶接の施工条件を定める。
- スタッド溶接の溶接面に著しい錆が付着している場合は、スタッド軸径の2倍以上の範囲の錆をグラインダーで除去し、溶接を行う☆
スタッド打撃曲げ検査
一定の条件から選んだスタッドを15度曲げ、溶接部に割れ等が生じなければ合格。
- スタッド溶接後に打撃曲げ試験を行い、15度まで曲げたスタッドのうち、欠陥のないものについてはそのまま使用できる☆
スタッド溶接完了後の試験
以下を合格とする。
仕上がり高さ:指定寸法の±2mm以内
傾き:5度以内
アークスポット溶接
精密な溶接や、銅などの非鉄金属の溶接に適した溶接。
- デッキプレート相互の接合を、アークスポット溶接により行った☆
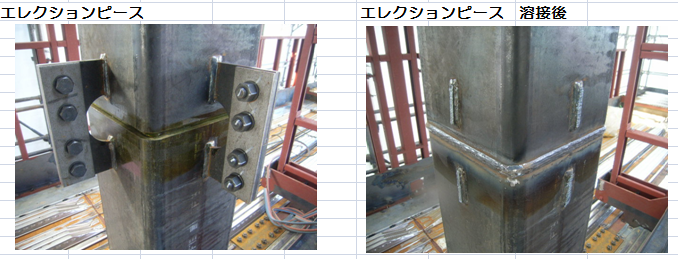
エレクションピース
柱と柱とを現場溶接するに当たって、両部材を仮接合するために使用する部材☆
- エレクションピースに使用する仮ボルトは、高力ボルトとし、全数締め付ける☆☆☆☆☆☆☆
- エレクションピースの取付けは、品質を確保するためあらかじめ工場で行う。
出典:ラクトレ2級建築士ネット講座【施工】 14日目‥鉄骨工事(P356)
ミルスケール☆☆☆☆
鋼材を熱間圧延するときに生ずる酸化被膜。
溶接部の清掃作業において、溶接作業に支障のない溶接部のミルスケールは、除去せずにそのまま残してもよい。
溶接欠陥の補修
- 欠陥部分(溶込み不良、ブローホール、スラグ巻込み、割れ)は削り取って(除去して)再溶接する☆☆☆☆
⇒ 溶接部分にブローホールがある場合は、削り取った後、再溶接を行う。 - 不合格溶接部の手溶接による補修作業は、径4㎜以下の溶接棒を用いて行う☆
ブローホール
溶接金属内で発生したガスもしくは侵入したガスが凝固時に大気中へ放出されず,溶接金属内に閉じ込められて生じる穴。

ベースプレートの設置
ベースプレートの支持工法は後付け中心塗り工法とし、無収縮モルタルを使用する。
ベースプレートとアンカーボルトの緊結
ナットは二重とし、ナット上部にアンカーボルトのねじ山が3山以上出るようにする☆☆☆

ベースプレート - 賃貸用語集|いい部屋ネットの大東建託リーシング
切断
- 軽量形鋼の部材の切断は、機械切断で行い、断面をグラインダーで仕上げる。
✖ 手動ガス切断 - 開先の加工は自動ガス切断とし、加工精度の不良なものは修正する。
建方
現場において構成材を組み立てること。木造建築では土台・柱・梁・小屋組を組み上げる棟上げまで、鉄骨造建築では仮ボルト締め・歪み直しまでの作業。
- 建方にはワイヤーロープ、シャックル、吊金物等を使用する。
- 普通ボルトの長さは首下長さとし、締付け終了後に、ねじ山がナットの外に3山以上突き出るようなものを選定する。
- 筋かいによる補強作業は、建方の当日に行う☆☆☆
- 建方精度の測定は、骨組み全体、鋼製巻尺等の温度による変動が少ない時刻に行う。
- 吊上げの際に変形しやすい部材は適切な補強を行う☆
- 建方が完了したら、形状及び寸法精度を確認し、監理者の検査を受ける。
建方の精度検査における柱の倒れの管理許容差☆
- 高さの1/1,000以下 かつ
- 10mm以下
⇒ 建方の精度検査において、高さ5mの柱の倒れが5㎜であったので合格とした。
アンカーボルトの心出し
アンカーボルトの心出しは、型板を用いて基準墨に正しく合わせ、適切な機器を用いて行う。
建逃げ方式
敷地の奥から、最上位まで積み上げ、後ろに逃げていくように後退しながら建方を進めていく方式。
敷地が狭く部材の搬入経路が一方向となる場合に適している。
建入れ直し
建方後の柱、はりなどの倒れ、水平度、出入、曲りなどを修正すること。
- ターンバックル付き筋かいを有する構造物において、その筋交いを用いて建入れ直しを行ってはいけない☆☆☆☆
- 架構の倒壊防止用ワイヤーロープを建入れ直し用に兼用してもいい ☆☆☆☆☆☆☆
- 建入れ直しは本接合前に、ひずみを修正した後に行う☆
※ひずみ修正 ⇒ 建入れ直し ⇒ 本接合 の順 - 鉄骨の建方において、建方の進行とともに、小区画に区切って、建入れ直し及び検査を行う☆
建入れ直しの養生
- 建入れ直しに当たって、部材の損傷を防ぐために加力部分の養生を行う。
- 溶融亜鉛めっきを施した鉄骨の建入れ直しに当たっては、めっき面に傷がつかないように養生を行う。
高力ボルト
構造物の強度の確保が求められるボルトで、接合材を締付けた際に生じる摩擦抵抗で応力を伝達する摩擦接合にて接合する。
- 高力ボルトは、包装の完全なものを未開封状態のまま工事現場に搬入する。
- 高力ボルト接合部における一群の高力ボルトの締付けは、群の中央部から周辺部に向かう順序で行う☆☆☆☆☆
- 摩擦面は、摩擦力を低減させるものが発生又は付着しないように、保護する。
- ナット回転法による摩擦接合用高力六角ボルト(JIS型高力ボルト)締付け作業において、ナットの回転量が許容範囲を超えた場合は、ボルトセットを取り換える。
高力ボルト用の孔あけ加工
- 高力ボルト用の孔あけ加工は鉄骨製作工場内で行い、ドリルあけとする☆☆☆☆
- ブラスト処理をする場合は、孔あけ加工した後にブラスト処理を行う☆☆☆☆
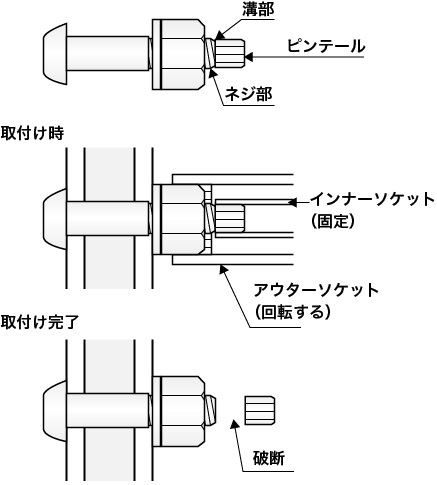
トルシア形高力ボルト
トルシア形高力ボルトは破断溝が付いたボルトで、規定の締め付け力に達すると、ピンテール(先端)が破断することにより、規定のトルク(ねじりの強さ)に達したことが分かる。
- トルシア形高力ボルトの本締めにおいて、専用レンチでピンテールが破断するまで締め付けを行う☆☆☆☆
⇒ ✖ 締付け検査において、ピンテールが破断していないものを合格とした - トルシア形高力ボルトの締付け作業において、締付け後のボルトの余長は、ねじ山の出が1~6山のものを合格とする☆☆☆
出典:卜ルシア型高力ボルト | 建設・クレーン工事現場などの用語集 |アールアイ株式会社
マーキング
一次締めの後に、ボルト・ナット・座金・母材にわたって、白い線(マーク)を引くことにより、本締め後の線のズレで、本締めが確実に行われているかを確認すること。
高力ボルトの締付け後、目視検査により供回りや軸周りの有無についてマークのずれにより判定する。
マーキングは「ボルト軸」⇒「ナット」⇒「座金及び母材(添え板)」にかけて行う☆
「マーキング」とは:目指せ!建築士「濱崎塾」|カリスマ講師の学習アドバイス|日建学院
鉄骨構造の構成部材
添え板(スプライスプレート)
柱と柱や梁と梁を接合する為の添え板。
ボルト接合の際に部材間の応力を伝達するために設ける補強材。
splice:接合する
- 組立て後、ボルト孔心が一致せずボルトが挿入できないものは、添え板を取り換える。
勾配座金☆☆☆
斜めの面に対応するために傾斜が付いた座金。
- ナットとの接合面が、1/20を超えて傾斜している場合は、勾配座金を使用する。
フィラープレート☆☆☆☆
厚さの異なる板をボルト接合する際に、肌すき(板厚の差による隙間)を少なくするために設ける部材。
- 肌すき1㎜以下 ⇒ 処理不要(1㎜までは処理不要!)
- 肌すき1㎜超 ⇒ フィラープレートを入れる
締付け
- ナット回転法によるM16高力六角ボルトの本締めは、1次締付け完了後を起点としてナットを120°回転させて行う(M12:60°)☆
- 座金との接触面にまくれがある場合は、ディスクグラインダー掛けにより取り除き、平らに仕上げる。
- 高力ボルトの接合において、作業場所の温度が0℃以下となり、接合部分に着氷のおそれがある場合は、締付け作業を中止する☆
接合の順序
「高力ボルトの締付け」の順序☆☆☆
「一次締め」⇒「マーキング」⇒「本締め」の順で行う。
「高力ボルトと溶接とを併用する継手」の順序
「高力ボルトの締付け」⇒「溶接」の順で行う。
(先に溶接を行うと、溶接熱による接合部の変形が発生するおそれがあるため)
高力ボルト継手の仮ボルトの締付け
- 高力ボルト接合において、鉄骨建方時に使用する仮ボルトには、本接合のボルトと同軸径の普通ボルト(中ボルト)で損傷のないものを使用する☆
- 高力ボルト接合による継手の仮ボルトの締付け本数は一群のボルト数の1/3以上かつ、2本以上とする☆☆☆☆☆
高力ボルト接合と溶接接合とを併用する継手
混用接合
柱梁接合部において、ウェブを高力ボルト接合、フランジを溶接接合とするなど、異なる接合面に異なる接合方法を用いる接合。
柱梁接合部の混用接合において、普通ボルトを用いた仮ボルトの締付け本数は、1群のボルト数の1/2以上、かつ2本以上とする。
併用継手
高力ボルト接合のスプライスプレート(添え板)の周囲を隅肉溶接するなど、一つの接合面に異なる接合方法を用いる継手。
仮ボルト締付け本数のまとめ
| 継手の種類 | 仮ボルトの種類 | 本数 |
| 高力ボルト継手 | 普通ボルト (中ボルト) |
1/3程度かつ2本以上 |
| 混用接合・併用継手 | 1/2程度かつ2本以上 | |
| エレクションピース | 高力ボルト | 全数 |
kentikushi-blog.tac-school.co.jp
その他
床書きの原寸作業
床書きの原寸作業は、工作図を作成することにより省略できる。
鉄骨製作用鋼製巻尺
鉄骨製作用鋼製巻尺は、あらかじめ、工事現場用基準鋼製巻尺と照合して、その寸法の誤差が工事に支障がないことを確認する。
錆止め塗装
錆止め塗装において、炎天下で鋼材表面の温度が50℃以上となった場合は塗装作業を中止する。
錆止め塗装を行わない部分
- 高力ボルト締めによる摩擦接合部の摩擦面☆
- 鉄骨のコンクリートに埋め込まれる部分
- 耐火被覆材を吹き付ける部分(接着面)☆
防火被覆工事
- 耐火被覆の吹付け工法において、施工面積5㎡当たり1箇所を単位として、被覆層の厚さを確認しながら施工を行う。
- 吹付け材による鉄骨の防火被覆工事において、吹付厚さを確認するために設置した確認ピンについては、確認後も在置しておく☆
工事現場に搬入した耐火被覆の材料の保管
吸水や汚染のないようにシート掛けをして保管する。
まとめ
ここも毎年2問ほど出題される。
とにかく高力ボルトに関する問題が多い。
- 隅肉溶接の溶接長さは、有効溶接長さに隅肉サイズの2倍を加えたもの
- 高力ボルト接合による継手の仮ボルトの締付け本数は一群のボルト数の1/3かつ、2本以上
- 普通ボルトを用いた仮ボルトの締付け本数は、一群のボルト数の1/2以上、かつ2本以上
- ターンバックル付き筋かいを有する構造物において、その筋交いを用いて建入れ直しを行ってはいけない
- 架構の倒壊防止用ワイヤーロープを、建入れ直し用に兼用してもいい
- トルシア形高力ボルトの本締めにおいて、専用レンチでピンテールが破断するまで締め付けを行う
- 締付けの順は「一次締め」⇒「マーキング」⇒「本締め」
- 錆止め塗装を行ってはいけない部分
・☆高力ボルト締めによる摩擦接合部の摩擦面
・鉄骨のコンクリートに埋め込まれる部分
・☆耐火被覆材の接着面